
")






Ультразвуковой контроль качества металла листового проката и штрипса
ULTRAPLATE – установка неразрушающего ультразвукового контроля качества и толщинометрии металла листового проката и штрипса
Оборудование позволяет выполнять контроль листового проката и штрипса по следующим параметрам:
- поверхностные дефекты;
- внутренние дефекты;
- дефекты прикромочных зон;
- толщина проката.
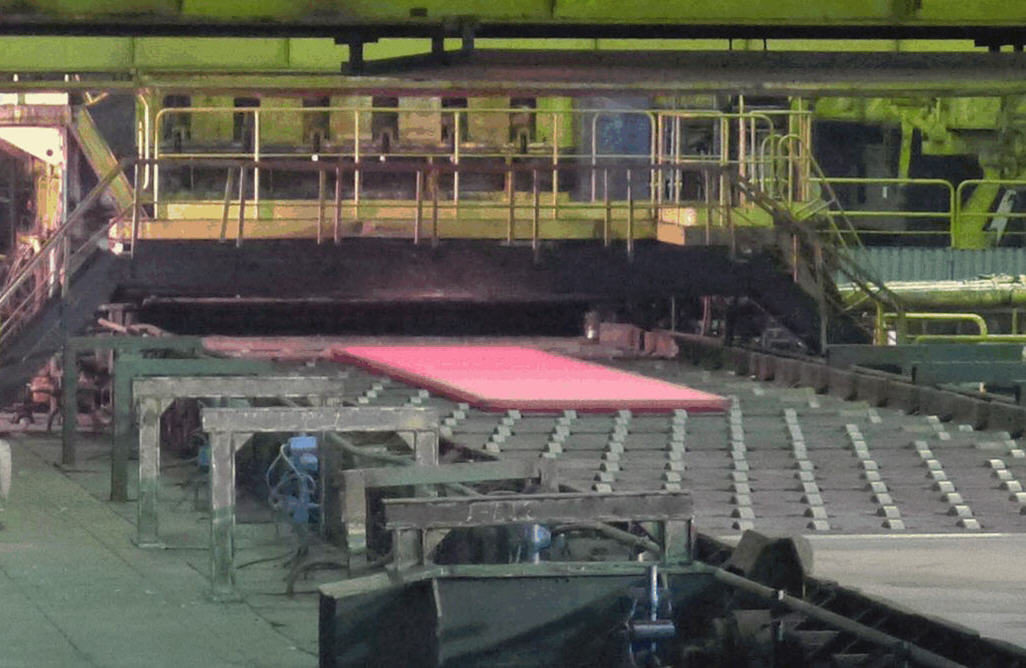
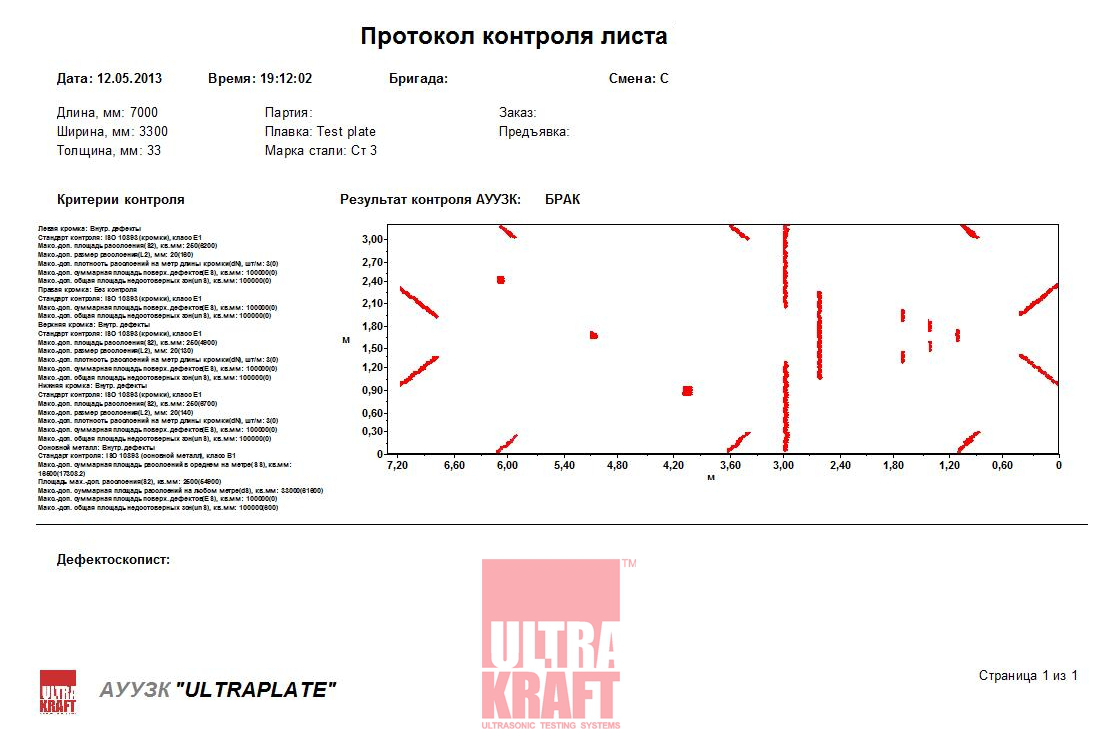
По результатам процесса контроля листового проката на наличие внутренних, поверхностных дефектов или дефектов прикромочной зоны стального листа (в соответствии с установленными значениями чувствительности и выбранными критериями контроля) на экране монитора формируется карта дефектных зон прозвученной части полосы.
Протоколы контроля полосы заносятся в память компьютера, а также могут быть распечатаны на принтере, записаны на внешний носитель информации.
Особенности оборудования
 Система неразрушающего ультразвукового контроля проката ULTRAPLATE позволяет выполнять ультразвуковую дефектоскопию поверхности, основного металла и кромочной зоны, а также толщинометрию металлопроката толщиной до 75 мм.
Система неразрушающего ультразвукового контроля проката ULTRAPLATE позволяет выполнять ультразвуковую дефектоскопию поверхности, основного металла и кромочной зоны, а также толщинометрию металлопроката толщиной до 75 мм.
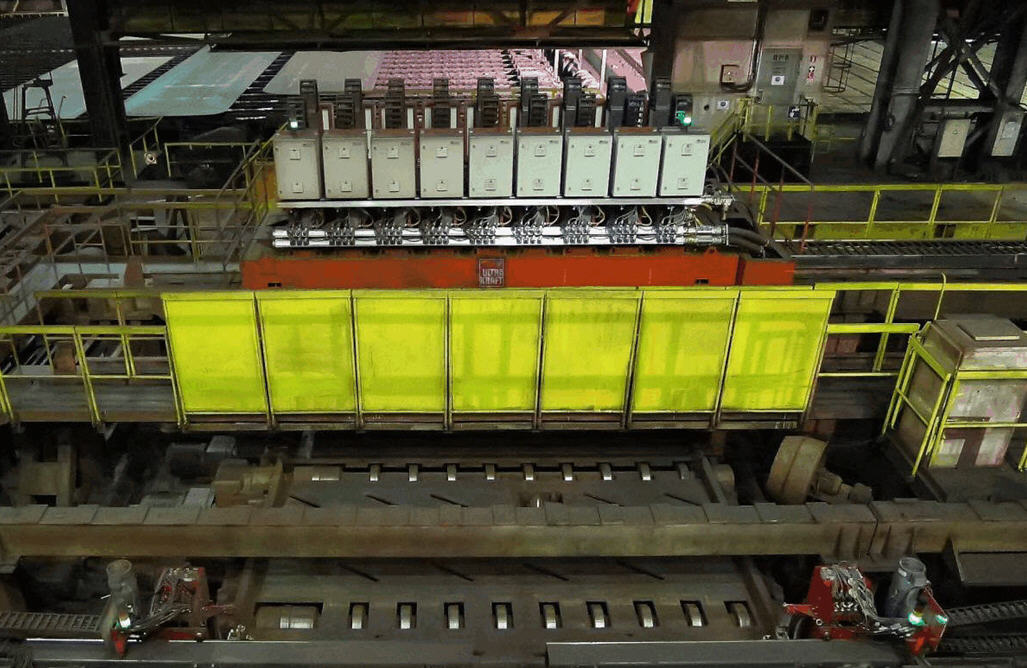
Оборудование обеспечивает непрерывное сканирование 100 % поверхности листа с перекрытием зон контроля не менее 10 % с помощью бесконтактных электромагнитно-акустических преобразователей (ЭМАП).
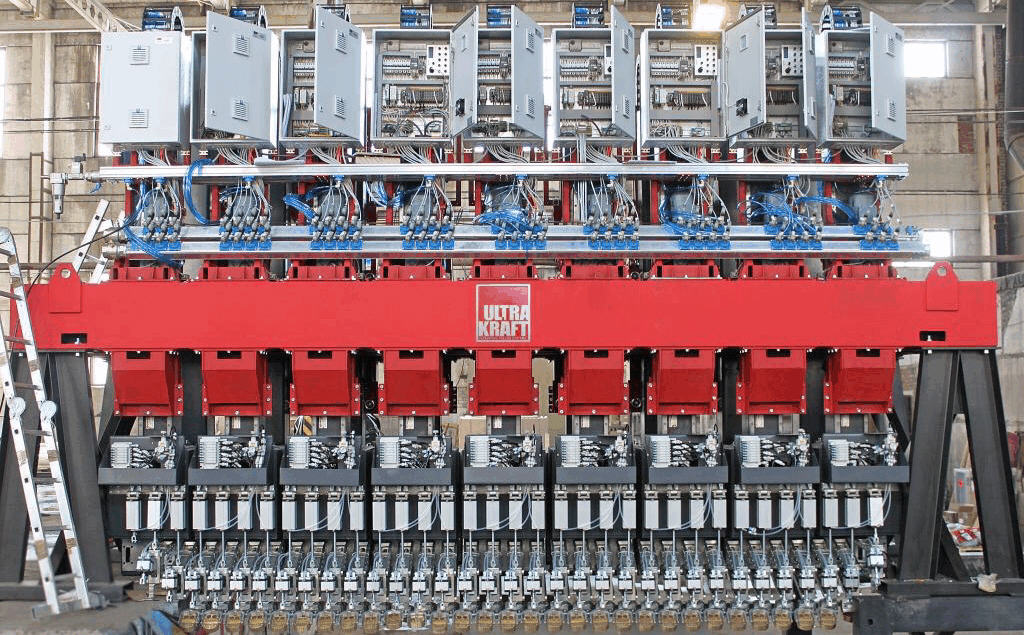
Установка является сложным техническим комплексом, включающим оборудование:
- механики и пневматики;
- автоматики и электропитания;
- акустической электроники;
- вычислительной техники.
Механическое оборудование установки неразрушающего контроля ULTRAPLATE служит для размещения измерительных модулей с ЭМАП и настройки их на типоразмер контролируемого листа. Система контроля качества листового проката обеспечивает сканирование листа и обнаружение дефектов. Система автоматики служит для управления исполнительными механизмами установки неразрушающего контроля в автоматическом и ручном режимах.
В системах контроля дефектов листового проката установки неразрушающего контроля ULTRAPLATE применен принцип когерентного накопления сигналов, позволяющий существенно повысить отношение сигнал/шум в каналах контроля.
Чувствительность контроля задается аналитически, уровнем амплитуды эхо-импульсов, отраженных от несплошностей относительно уровня донного сигнала, или уровнем падения донного сигнала относительно уровня на бездефектном участке, в децибелах.
Управляющий вычислительный комплекс
 Управляющий вычислительный комплекс организует контроль листового проката в соответствии с вводимыми оператором нормами (правилами) отбраковки. Все системы установки неразрушающего контроля листа ULTRAPLATE связаны с управляющим вычислительным комплексом, который координирует их работу, осуществляет управление информационными потоками, организует процесс контроля качества листа или штрипса, сбор, обработку, представление и хранение его результатов.
Управляющий вычислительный комплекс организует контроль листового проката в соответствии с вводимыми оператором нормами (правилами) отбраковки. Все системы установки неразрушающего контроля листа ULTRAPLATE связаны с управляющим вычислительным комплексом, который координирует их работу, осуществляет управление информационными потоками, организует процесс контроля качества листа или штрипса, сбор, обработку, представление и хранение его результатов.
Управляющий контроллер установки неразрушающего контроля ULTRAPLATE в режиме реального времени взаимодействует с АСУ цеха, принимает сигналы с датчиков о положении листа, положении механизмов установки и транспортной линии, управляет исполнительными механизмами установки ультразвукового контроля и транспортной линии для осуществления ультразвукового контроля листового проката.
Кроме того, управляющий вычислительный комплекс осуществляет:
- управление работой всех систем, узлов и механизмов установки неразрушающего контроля;
- анализ ситуаций контроля листового проката и принятие оперативных решений;
- оперативную диагностику ультразвуковой установки;
- отображение информации о недопустимых дефектах листового проката и сопровождение их изображения на мнемосхеме;
- звуковую и световую сигнализацию о недопустимых дефектах листа;
- звуковую и световую сигнализацию об аварийных ситуациях;
- формирование протоколов неразрушающего контроля листа, архивирование и хранение данных;
- выдачу управляющего сигнала на включение дефектоотметчика;
- выдачу управляющего сигнала на печать протокола контроля листа.
Основной функцией установки является проведение УЗК листового проката.
Система контроля внутренних дефектов стального листа
 Система контроля внутренних дефектов листа содержит две линейки ЭМАП, расположенные сверху относительно плоскости полосы. Контроль осуществляется путем прозвучивания поперечными (сдвиговыми) ультразвуковыми волнами, распространяющимися перпендикулярно к поверхности листового проката.
Система контроля внутренних дефектов листа содержит две линейки ЭМАП, расположенные сверху относительно плоскости полосы. Контроль осуществляется путем прозвучивания поперечными (сдвиговыми) ультразвуковыми волнами, распространяющимися перпендикулярно к поверхности листового проката.
Система состоит из двух измерительных блоков, находящихся над контролируемым листом, на которых смонтировано дефектоскопическое и вспомогательное оборудование. Оба блока присоединены к платформе.
Система контроля прикромочной зоны стального листа
Система контроля кромки листа предназначена для плотного ультразвукового контроля обеих прикромочных зон полосы. Контроль каждой кромки осуществляется с помощью двух модулей путем прозвучивания поперечными (сдвиговыми) ультразвуковыми волнами, распространяющимися перпендикулярно к поверхности листового проката. Методы контроля и параметры чувствительности системы контроля кромки аналогичны системе контроля внутренних дефектов.
Системы контроля прикромочных зон листа (правая и левая) размещены на платформе и оснащены каждая индивидуальным механизмом перемещения.
При контроле листа с помощью датчиков положения кромки система следит за кромками листа (левой и правой) согласно программе автоматики.
Система контроля поверхностных дефектов стального листа
Система контроля поверхностных дефектов листа предназначена для контроля поверхностных дефектов, таких как трещины, закаты, плены, надрывы и т.д. Система содержит две линейки ЭМАП, находящихся сверху и снизу листа, возбуждающие волну Релея.
Система состоит из двух измерительных блоков, находящихся друг над другом. Верхний блок закреплен на платформе, а нижний блок с одной стороны прикреплен через нижний бугель к платформе, с другой стороны катится на колесном блоке по установленному на полу цеха рельсу. Для взаимной центровки блоков предусмотрены фиксатор (на верхнем блоке) и центрователь (на нижнем блоке).
Топология расположения ЭМАП в системе контроля поверхностных дефектов листового проката в две линейки со сдвигом позволяет прозвучивать 100 % металла листа и обеспечивать контроль акустического контакта. Подсистема позволяет реализовать относительный и абсолютный эхо-метод контроля.
Калибровка оборудования
 Система неразрушающего контроля листового проката ULTRAPLATE позволяет проводить регулярную калибровку по стандартным образцам (СОП).
Система неразрушающего контроля листового проката ULTRAPLATE позволяет проводить регулярную калибровку по стандартным образцам (СОП).
Доступно два вида калибровки - по статическим и динамическим стандартным образцам предприятия. В объеме образцов должны отсутствовать естественные несплошности, которые могут быть приняты установкой за дефекты.
Геометрические размеры и общий вес образцов должны соответствовать условиям проведения контрольных измерений.
Оценка качества
Конфигурация, системы, количество и параметры применяемых преобразователей, параметры сканирования, чувствительность и критерии контроля выбраны из расчета полного выполнения условий, определенных стандартами API 5L, SEL 072, EN 10160, ASTM A578/A578M, EN 10246-15, ISO 10893-10 (ISO 12094), ГОСТ 22727, BS 5996, DNV-OS-F101, SHELL Technical Specification DEP 31.40.20.37 и им подобным.
Характеристики систем контроля основного металла и кромок листа
| Характеристика | Значение |
| Число преобразователей | Зависит от ширины листа |
| Ширина активной зоны преобразователя | 74 мм |
| Частота зондирующего импульса | 5,0 ± 0,5 МГц |
| Частота следования зондирующих импульсов | до 4 кГц |
| Число циклов когерентного накопления | 1÷64 |
| Глубина регулировки усиления | 80 дБ |
Характеристики объектов контроля
| Характеристики листового проката | Значение |
| Толщина | до 75 мм |
| Ширина | до 5 000 мм |
| Скорость перемещения листа | до 1 м/с |
| Температура поверхности листа | от -10 до + 650°С |
| Вибрация в зоне контроля | 2 мм/м |
| Продольные и поперечные кромки листа | Необрезные |
Видеоматериалы работы оборудования

